������ʾ���Cе�ܷ���ھ��ܡ��Y(ji��)��(g��u)�^���(f��)�s�ęCе���A(ch��)Ԫ��֮һ,���Ǹ��N���,������(y��ng)�Cе�ܷ���ϳɸ���ƽ���s�C,����ˮ늙C���O(sh��)����P(gu��n)�I����,�����ܷ����ܺ�ʹ�É���ȡ�Q���S�����أ����x��,���C���ľ���,�����_�İ��bʹ�õȡ�
�Cе�ܷ���ھ���,���Y(ji��)��(g��u)�^���(f��)�s�ęCе���A(ch��)Ԫ��֮һ,���Ǹ��N�������(y��ng)�Cе�ܷ���ϳɸ�,��ƽ���s�C,����ˮ늙C���O(sh��)����P(gu��n)�I����,�����ܷ����ܺ�ʹ�É���ȡ�Q���S�����أ����x��,���C���ľ���,�����_�İ��bʹ�õȡ�
�Cе�ܷ�����ɃɉK�ܷ�Ԫ��(�o�h(hu��n)�c�ӭh(hu��n))��ֱ���S��,���❍���Cе�ܷ�ƽֱ�ı�����N��,�����������D(zhu��n)�Ӷ���(g��u)�ɵ��ܷ��b�á�
���ǿ��ܷ���|(zh��)�ĉ��������D(zhu��n)�Ąӭh(hu��n)���o�h(hu��n)�Ľ��|����(����)�Ϯa(ch��n)���m��?sh��)ĉ��o��,��ʹ�@�ɂ�����o�ܽY(ji��)��,�������g�S��һ�ӘO����Һ�wĤ���_���ܷ�Ŀ�ĵġ��@��Һ�wĤ����Һ�w�Ӊ����c�o����,������������ƽ����������,��
1���Cе�ܷ������c�z��
1)�z����o�h(hu��n)�����Ƿ���ڄ���,���Ѽy��ȱ��,���@Щȱ�ݴ��ڕ���əCе�ܷ����©й���Зl���Ŀ����Ì��ù��ߙz���ܷ����Ƿ�ƽ��,���ܷ��治ƽ��������ˮ���M��M�b��Cе�ܷ�Ą��o�h(hu��n)�ܷ���,�������o�h(hu��n)���_,���Cе�ܷ�ʧЧ����Ҫ�r�����������b�ڽM�bǰˮ��ԇ�,��
2)�Cе�ܷ�Ĺ���ԭ��Ҫ��Cе�ܷ��(n��i)���o�κ��s�|(zh��),���ڽM�b�Cе�ܷ�ǰҪ�ص���߄ӭh(hu��n)���o�h(hu��n),���S�Ȳ���,��
3)�z����o�h(hu��n)���Ƿ����Ӱ��ܷ��ȱ�ݡ�����o�h(hu��n)���c���o�h(hu��n)�ܷ�Ȧ��ϱ����Ƿ����ȱ��,��
4)�z��Cе�ܷ��a�������Ƿ�p�ļ�׃��,����ϵ��(sh��)�Ƿ�׃����
5)�z���ܷ��S���Ƿ����ë��,���Ϻ۵�ȱ��,��
6)���б��͙C��(g��u)�ęCе�ܷ�߀Ҫ�z�������õ��������Ƿ�����Ѽy���ྀ��ȱ��,��
7)��ߙz�������ܷ��zȦ�Ƿ�����Ѽy,�����ȱ�ݣ��y���zȦֱ���Ƿ��ڹ������(n��i),��

2,���Cе�ܷ�M�b���g(sh��)�ߴ�У��
1)�y�����o�h(hu��n)�ܷ���ijߴ�,��ԓ��(sh��)��(j��)���Á���C���o�h(hu��n)�ď���?q��)��ȣ����x�ò�ͬ��Ħ�����ϕr,��Ӳ����Ħ���揽��?q��)��ȑ?y��ng)��ܛ�Ĵ�1��3mm,����t�����Ӳ���϶�������Ƕ��ܛ���ϵĶ�����ȥ��
2)�z����o�h(hu��n)�c�S���S���g϶,���o�h(hu��n)�ă�(n��i)��һ����S����1��2mm,�����ڄӭh(hu��n)���鱣�C������,����(n��i)�����S����0.5��1mm,�������a���S������cƫб�����g϶����̫��,����t��ʹ�ӭh(hu��n)�ܷ�Ȧ�������əCе�ܷ�C�ܵ��Ɖ�,��
3)�Cе�ܷ�o����У�ˡ��҂�ͨ���v�ęCе�ܷ�o��Ҳ���Ƕ���ȉ�,������ȉ�Ҫ���m,���^��ʹ�Cе�ܷ�Ħ����l(f��)��,�����ٶ���ĥ�p,������Ħ������;�^С������©й,������ȉ����ڙCе�ܷ��O(sh��)Ӌ�r�_����,���҂��ڽM�b�rֻ�ܿ��y���Cе�ܷ�o�����_����ͨ����r�Ĝy������ʹ�y�����b�õ��o�h(hu��n)���������w����Ĵ�ֱ���x,���ٜy���ӭh(hu��n)���������w����Ĵ�ֱ���x,�����ߵIJ��Cе�ܷ�ľo����
4)�y���a�����ɵ��L���Ƿ�l(f��)��׃��,���������ܰl(f��)��׃������ֱ��Ӱ푙Cе�ܷ����ȉ�,��һ����r�������L�r�g�\�к��L�ȕ��s�̣��a�������ڄӭh(hu��n)�ϵęCе�ܷ�߀������x������ԭ���׃��,��
5)�y���o�h(hu��n)���D(zhu��n)�N�ӵ��L�ȼ��N�����,����ֹ�N���^�L�o�h(hu��n)���ܽM�b��λ���@�N��r���F(xi��n)���p�ęCе�ܷ�,��
3,���ӭh(hu��n)���o�h(hu��n)�������ĥ
1)�ӭh(hu��n)���º�(j��ng)ĥ���ӹ�,�����M�д���,�����M�о��У��Зl�����M�В���,��
2)��ĥ�r,���x��80��160#���ȵ�ĥ��,����ĥȥ�ӹ����E��Ȼ�����160#����ĥ���M�о�ĥ,��ʹ�❍���_���O(sh��)ӋҪ��,��Ӳ�|(zh��)�Ͻ���մɄӭh(hu��n)��ĥ����Ҫ�Ò���C���⡣����C�����ȿ��x��M28��M5��̼����,��������_���R��,���մɭh(hu��n)����M5�Ĭ�觷۾�ĥ�Ժ��������t����,��
3)ʯī�����ķ���ϩ���o�h(hu��n),�����ڲ���ܛ������ú��,�����ͻ���ˮ����,���������ĥ�������ܺ��^����߀������,���ʹ❍��Ҫ����̫��,��
4)��ĥ�ķ���������ĥ�C�Ŀ�����ĥ�C����ĥ,���]����ĥ�C�Ŀ���ƽ�岣���ϲ���8���ε��ֹ���ĥ����,��
4���S�יz��
�S�ęz���º�z���P�g��ĥ�p����r,������P�g��ĥ�p�ñ��^�p,�����ü�ɰ��������ã�����P�g��ĥ�p�ć��ؿɲ��üӹ����僵ķ�����Q���S��,��
5������
1)���нM�b�еęCе�ܷ�,��Ҫ���������Ƀ�,�����z�鰼���Ƿ�ĥ�p��׃�Σ��Ա��M��У���ޏ�(f��),�������_�ۻ���Q,��
2)�Cе�ܷ���ޏ�(f��)�Ժ������M�нM�b,���M�b��ͬ���M�Љ���ԇ�,��Ȼ����Ͷ������������
3)��������P�g�IJ�����,���ܱ���ԭ�Џ���,���ɲ����Q�����P�g�ı��^���ػ��ԜpС�ĺܶ�,���t��Ҫ���Q����,��
6,���ܷ�Ȧ
�ܷ�Ȧ��(j��ng)�^һ��ʹ�Õr�g����(sh��)��r��ʧȥ���Ի��ϻ�,��һ����r����Ҫ���Q��Ȧ,��

 AC04
AC04 AC05
AC05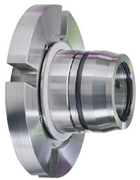 AC06
AC06 AC03
AC03 AC02
AC02 AC01
AC01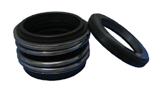 MG20
MG20 MG13
MG13 FBD
FBD 2100
2100 MG12
MG12 MG1
MG1 KS
KS M03
M03 M02
M02 M01
M01 H7N
H7N M7N
M7N FO1D
FO1D CM
CM 1527
1527 1523
1523 119B
119B 108U
108U 58B
58B WB2
WB2 169
169 ��105��
��105�� H108��
H108�� GX(GY)��
GX(GY)�� ������
������ HPP��
HPP�� 207��
207�� PVC�ۺϸ�
PVC�ۺϸ� F1d��
F1d�� BIA��
BIA�� HM7N��
HM7N�� HKS��
HKS�� 205�� 206��
205�� 206�� J40��
J40�� SK��
SK�� TB15�ͽ��ٲ��y��
TB15�ͽ��ٲ��y�� 224��
224�� 212��
212�� 204��
204�� 202��
202�� UK��
UK�� 171��
171�� 59U��
59U�� 103�� 104��
103�� 104�� GX�� GY��
GX�� GY�� AFB���g�x�ı�
AFB���g�x�ı� FSB-L�ͷ��Ͻ�����
FSB-L�ͷ��Ͻ����� FSB�ͷ������x�ı�
FSB�ͷ������x�ı� IH�ͻ����x�ı�
IH�ͻ����x�ı� ���g��
���g�� FSB-4��
FSB-4�� FSB-6��
FSB-6�� FSB-8��
FSB-8�� FSB-10��
FSB-10�� FSB-10���^�V�C
FSB-10���^�V�C FSB-15��
FSB-15�� FSB-20��
FSB-20�� FSB-30��
FSB-30�� HFSB-8���^�V�C
HFSB-8���^�V�C �r�����yϵ��
�r�����yϵ��